


Copyright © 2018 Guangzhou Xilinear Machinery Co., Ltd.. | All Rights Reserved. 粤ICP备10213131号 Powered by: www.300.cn guangzhou.300.cn
Mob/WhatsApp:+86-13600046543
Tel:+86-020-32638488
Fax:020-32638426
Email:sales1@xilinear.cn;10086156@qq.com
Address: 132,Chuangqiang Road,Xintang Town,Zengcheng,Guangzhou City,China



CONTACT



Wechat Number
Bottle Blowing Principle and Process of Bottle Blower
Page view
At present, most bottle blowers are still two-step bottle blowers, that is, plastic raw materials must be first made into bottle embryos, and then blown. Nowadays, environmental protection plastics made of PET are commonly used.
I. Bottle Blowing Principle
Bottle blowing process of bottle blowing machine is divided into two parts
1. Preheating
In order to keep the shape of the bottle mouth, the bottle billet (embryo) mouth need not be heated, so a cooling device is needed to cool the bottle billet (embryo) mouth.
2. Bottling
In this stage, the prefabricated bottle blank (embryo) is placed in the blow mould which has been made, and the high pressure gas is inflated inside. Blow the preform (embryo) into the desired bottle.
The automatic bottle blowing machine combines the two operations of the bottle blowing through the manipulator operation, eliminating the process of putting the preheated bottle blank into the blowing die manually. The production rate has been greatly accelerated.
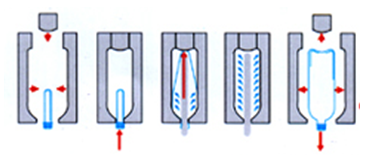
II. The Process Flow of Bottle Blower
Blowing process of bottle blowing machine is a bi-directional stretching process. In this process, the PET chain is bi-directional stretching, orientation and alignment, which increases the mechanical properties of the bottle wall, improves the tensile, tensile and impact strength, and has good air tightness. Although stretching helps to increase strength, it can't be stretched too much. The ratio of stretching to blowing should be controlled well: the radial direction should not exceed 3.5-4.2, and the axial direction should not exceed 2.8-3.1. The wall thickness of the preform should not exceed 4.5mm.
Bottle blowing is carried out between glass transition temperature and crystallization temperature, and is generally controlled between 90 and 120 degrees. In this region, PET exhibits a high elastic state and becomes transparent bottle after rapid blow molding and cooling setting. In one-step method, the temperature is determined by the cooling time in the injection process (e.g. green wood bottle blower), so the relationship between injection and blowing should be well connected.
In blow moulding process, there are three actions: stretching, one blow and two blow. The time of three actions is very short, but they must be well coordinated. Especially the first two steps determine the overall distribution of materials and the quality of blow bottle. Therefore, it is necessary to adjust the starting time, drawing speed, starting and ending time of pre-blown, pre-blown pressure, pre-blown gas flow rate and so on. If possible, it is best to control the overall temperature distribution of the bottle blank and the temperature gradient of the inner and outer walls of the bottle blank.
In the process of rapid blow moulding and cooling, there is induced stress in the bottle wall. For inflatable beverage bottles, it can resist internal pressure and is beneficial, but for hot filling bottles, it is necessary to ensure that it is fully released above the glass transition temperature.

Previous article:
Automatic Rotary Machine Blowing Process
Aseptic Cold Irrigation Technology
Next article: